ZW3D CAD/CAM

")
Nasz program CAD / CAM usprawnia projektowanie modeli oraz proces obróbki CNC. Dzięki naszemu rozwiązaniu nie potrzebujesz już dwóch oddzielnych programów. Dodatkową korzyścią jest oszczędność kosztów oraz czasu na importowanie danych pomiędzy platformami CAD oraz CAM.
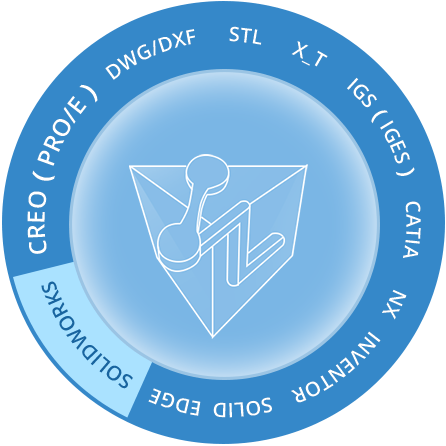
Wsparcie wielu systemów CAD w ZW3D umożliwia odczyt, edycję i zapis plików od Twoich zleceniodawców i podwykonawców, unikając problemów z przeprojektowaniem i maksymalizując użycie danych.